
ท่อไร้รอยต่อแบบขยายร้อน ท่อเหล็กสแตนเลสแบบไม่มีรอยต่อ ท่อเหล็ก




คำอธิบาย
ท่อเหล็กขยายร้อนเป็นท่อไร้รอยต่อขยายร้อนซึ่งมีความหนาแน่นค่อนข้างต่ำ แต่การหดตัวของท่อเหล็กที่แข็งแรง (ท่อไร้รอยต่อ) สามารถเรียกได้ว่าเป็นการขยายตัวทางความร้อนกระบวนการรีดเอียงหรือวิธีวาดเพื่อขยายเส้นผ่านศูนย์กลางท่อท่อเหล็กหนาขึ้นในช่วงเวลาสั้น ๆ สามารถผลิตท่อไร้รอยต่อชนิดพิเศษและไม่ได้มาตรฐานด้วยต้นทุนที่ต่ำและมีประสิทธิภาพการผลิตสูงซึ่งเป็นการพัฒนาระหว่างประเทศในปัจจุบันในด้านการรีดท่อ
ท่อขยายร้อนคือการขยายเส้นผ่านศูนย์กลางของท่อเพื่อสิ้นสุดกระบวนการ - กระบวนการขยายความร้อนของการผลิตท่อเหล็กท่อขยายตัวแบบร้อนมักเรียกกันว่าท่อเหล็กไม่มีตะเข็บแบบขยายร้อน
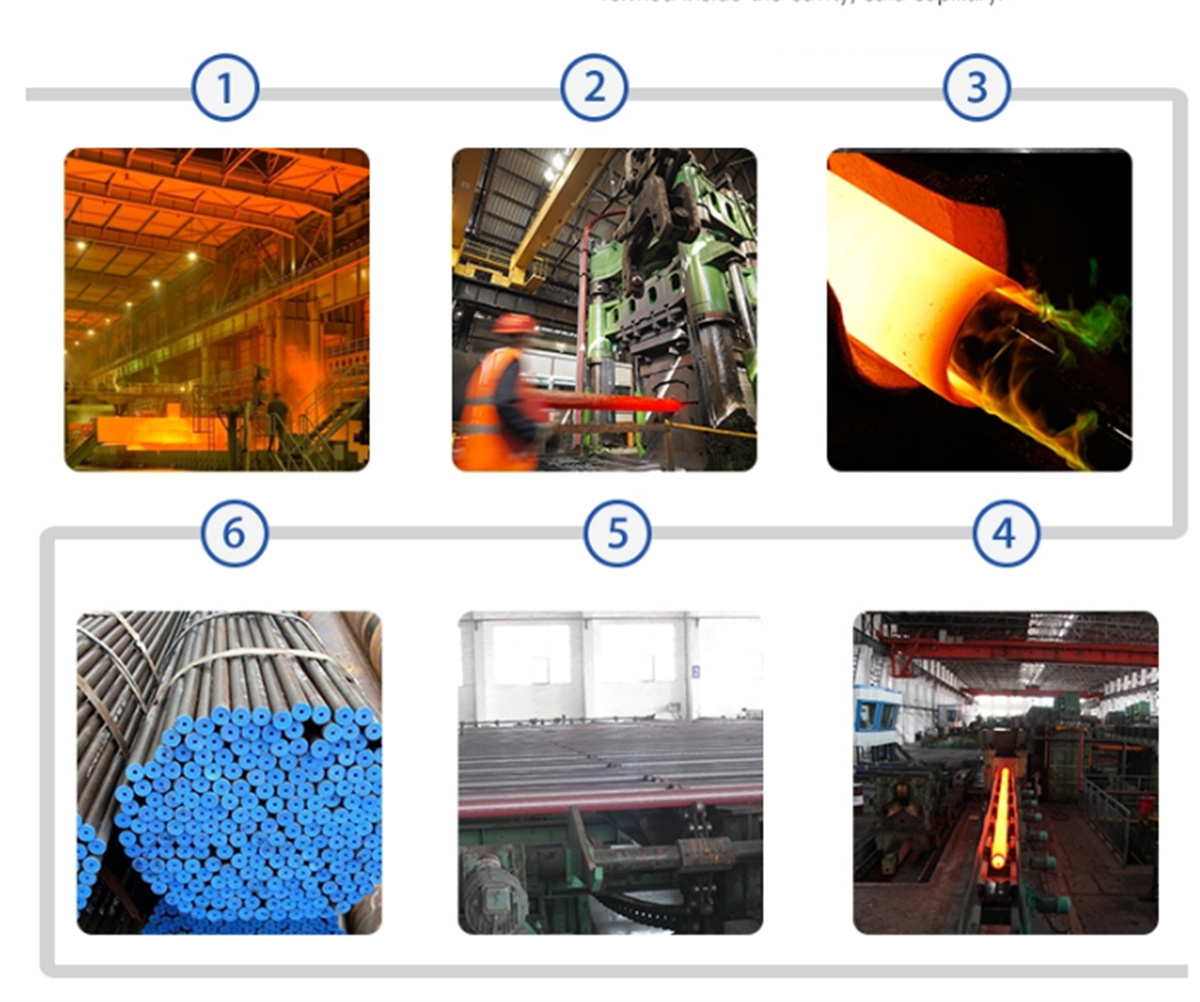
กระบวนการผลิต
ข้อมูลจำเพาะ
พารามิเตอร์ทางเทคนิคของท่อเหล็กไร้รอยต่อแบบขยายร้อน:
| ขนาดที่กำหนด | ข้างนอก | ความหนาของผนังที่กำหนด (มม.) | |||||||||||||
| DN | กรมอุทยานฯ | OD(มิลลิเมตร) | สช | สช | สช | โรคติดต่อทางเพศสัมพันธ์ | สช | สช | XS | สช | สช | สช | สช | สช | XXS |
| 200 250 300 | 8 10 12 | 219.1 273.1 323.9 | 3.76 4.19 4.57 | 6.35 6.35 6.35 | 7.04 7.80 8.38 | 8.18 9.27 9.53 | 8.18 9.27 10.31 | 10.31 12.70 14.27 | 12.70 12.70 12.70 | 12.70 15.09 17.48 | 15.09 18.26 21.44 | 18.26 21.44 25.40 | 20.62 25.40 28.58 | 23.01 28.58 33.32 | 22.23 25.40 25.40 |
| 350 400 450 | 14 16 18 | 355.6 406.4 457.2 | 6.35 6.35 6.35 | 7.92 7.92 7.92 | 9.53 9.53 11.13 | 9.53 9.53 9.53 | 11.13 12.70 14.27 | 15.09 16.66 19.05 | 12.70 12.70 12.70 | 19.05 21.44 23.83 | 23.83 26.19 29.36 | 27.79 30.96 34.93 | 31.75 36.53 39.67 | 35.71 40.49 45.24 | — — |
| 500 550 600 | 20 22 24 | 508 559 610 | 6.35 6.35 6.35 | 9.53 9.53 9.53 | 12.70 12.70 14.27 | 9.53 9.53 9.53 | 15.09 — 17.48 | 20.62 22.23 24.61 | 12.70 | 26.19 28.58 30.96 | 32.54 34.93 38.89 | 38.10 41.28 46.02 | 44.45 47.63 52.37 | 50.01 53.98 59.54 | — — |
| 500 550 600 | 20 22 24 | 508 559 610 | 6.35 6.35 6.35 | 9.53 9.53 9.53 | 12.70 12.70 14.27 | 9.53 9.53 9.53 | 15.09 — 17.48 | 20.62 22.23 24.61 | 12.70 12.70 12.70 | 26.19 28.58 30.96 | 32.54 34.93 38.89 | 38.10 41.28 46.02 | 44.45 47.63 52.37 | 50.01 53.98 59.54 | — — |
| 660 700 750 | 26 28 30 | 660 711 762 | 7.92 7.92 7.92 | 12.70 12.70 12.70 | — 15.88 15.88 | 9.53 9.53 9.53 | — — | — — | 12.70 12.70 12.70 | — — | — — | — — | — — | — — | — — |
| 800 850 900 | 32 34 36 | 813 864 914 | 7.92 7.92 7.92 | 12.70 12.70 12.70 | 15.88 15.88 15.88 | 9.53 9.53 9.53 | 17.48 17.48 19.05 | — — | 12.70 12.70 12.70 | — — | — — | — — | — — | — — | — —
|
มาตรฐาน
| เส้นผ่านศูนย์กลางภายนอก (มม.) / | สช | สช | สช | โรคติดต่อทางเพศสัมพันธ์ | สช | สช | XS | สช | สช | สช | สช | สช |
| 457 | 6.35 | 7.92 | 11.13 | 9.53 | 14.27 | 19.05 | 12.70 | 23.88 | 29.36 | 34.93 | 39.67 | 45.24 |
| 508 | 6.35 | 9.53 | 12.70 | 9.53 | 15.09 | 20.62 | 12.70 | 26.19 | 32.54 | 38.10 | 44.45 | 50.01 |
| 559 | 6.35 | 9.53 | 12.70 | 9.53 | 22.23 | 12.70 | 28.58 | 34.93 | 41.28 | 47.63 | 53.98 | |
| 610 | 6.35 | 9.53 | 14.27 | 9.53 | 17.48 | 24.61 | 12.70 | 30.96 | 38.39 | 46.02 | 52.37 | 59.54 |
| 660 | 7.92 | 12.70 | 9.53 | 12.70 | ||||||||
| 711 | 7.92 | 12.70 | 15.88 | 9.53 | 12.70 | |||||||
| 762 | 7.92 | 12.70 | 15.88 | 9.53 | 12.70 | |||||||
| หมายเหตุ: มาตรฐานและข้อกำหนดข้างต้นใช้สำหรับการอ้างอิงเท่านั้น เรายังสามารถผลิตผลิตภัณฑ์ที่กำหนดเองตามคำขอของลูกค้าได้ | ||||||||||||
จิตรกรรมและการเคลือบ
การรักษาพื้นผิวท่อเหล็ก:
เพื่อปรับปรุงอายุการใช้งานของท่อส่งน้ำมัน โดยทั่วไปการรักษาพื้นผิวจะดำเนินการเพื่ออำนวยความสะดวกในการรวมท่อเหล็กและการเคลือบป้องกันสนิมเข้าด้วยกัน วิธีการประมวลผลทั่วไป ได้แก่ การทำความสะอาด การขจัดสนิมของเครื่องมือ การดอง การขัดด้วยกระสุนปืน การขจัดสนิมสี่ประเภท
1 ทำความสะอาดจารบี ฝุ่น สารหล่อลื่น สารอินทรีย์ที่ติดอยู่บนพื้นผิวของท่อเหล็ก โดยปกติจะใช้ตัวทำละลาย อิมัลชันในการทำความสะอาดพื้นผิว อย่างไรก็ตาม สนิม ผิวออกไซด์ และตะกรันการเชื่อมบนพื้นผิวของท่อเหล็กไม่สามารถลบออกได้ ดังนั้นอื่นๆ จำเป็นต้องมีวิธีการรักษา การกำจัดสนิมของเครื่องมือ ออกไซด์ของพื้นผิวท่อเหล็ก สนิม ตะกรันเชื่อม สามารถใช้แปรงลวดเหล็กเพื่อทำความสะอาดและขัดการรักษาพื้นผิว การขจัดสนิมของเครื่องมือสามารถแบ่งออกเป็นแบบแมนนวลและกำลัง การขจัดสนิมของเครื่องมือแบบแมนนวลสามารถเข้าถึง Sa
ขั้นที่ 2 การขจัดสนิมของเครื่องมือไฟฟ้าอาจถึงระดับ Sa3 หากพื้นผิวของท่อเหล็กติดอยู่กับผิวออกไซด์ที่เข้มข้นเป็นพิเศษ อาจเป็นไปไม่ได้ที่จะขจัดสนิมออกด้วยความช่วยเหลือของเครื่องมือ ดังนั้นเราจึงต้องหาวิธีอื่น
การดอง 3 วิธี วิธีการดองทั่วไป ได้แก่ เคมีและอิเล็กโทรไลซิส แต่จะใช้เฉพาะการดองด้วยสารเคมีในการป้องกันการกัดกร่อนของท่อ การดองด้วยสารเคมีสามารถบรรลุความสะอาดและความหยาบในระดับหนึ่งบนพื้นผิวของท่อเหล็ก ซึ่งสะดวกสำหรับเส้นยึดที่ตามมา มักจะเป็น ยิง (ทราย) หลังจากประมวลผลใหม่
พ่นทราย 4 นัดเพื่อกำจัดสนิมด้วยมอเตอร์กำลังสูงขับเคลื่อนใบมีดหมุนความเร็วสูง กรวดเหล็ก กระสุนเหล็ก เซ็กเมนต์ แร่ธาตุ และลวดขัดอื่น ๆ ภายใต้การกระทำของแรงเหวี่ยงหนีศูนย์ที่สเปรย์บนพื้นผิวท่อเหล็กและการดีดตัวของมวล ขจัดสนิม ออกไซด์ได้อย่างทั่วถึง และสิ่งสกปรกในอีกด้านหนึ่ง ท่อเหล็กภายใต้การกระทำของแรงกระแทกและแรงเสียดทานที่รุนแรงจากการเสียดสีเพื่อให้ได้ความหยาบสม่ำเสมอตามที่ต้องการ ในบรรดาวิธีการรักษาทั้งสี่วิธี การพ่นทรายและการกำจัดสนิมเป็นวิธีการบำบัดที่เหมาะสำหรับการขจัดสนิมของท่อโดยทั่วไป การยิงระเบิดและการกำจัดสนิมส่วนใหญ่จะใช้สำหรับการรักษาพื้นผิวด้านในของท่อเหล็ก และการยิงระเบิดและการกำจัดสนิมส่วนใหญ่จะใช้สำหรับการรักษาพื้นผิวด้านนอกของท่อเหล็ก
การขนส่ง

คำถามที่พบบ่อย
1. เงื่อนไขการชำระเงินของคุณคืออะไร?
A: (1) T/T: เงินฝาก 30% ล่วงหน้า ยอดคงเหลือ 70% จ่ายก่อนจัดส่ง
(2) เงินดาวน์ 30% ยอดคงเหลือ 70% จ่ายให้กับ L / C ที่เห็น
2. เวลาในการจัดส่งของคุณคือเท่าไร?
A: 15-20 วันทำการหลังจากได้รับเงินมัดจำหรือ L/C เดิม
3. บริษัทของคุณอยู่ในธุรกิจมานานแค่ไหนแล้ว?
ตอบ: เราเป็นผู้ผลิตวัสดุก่อสร้างในอุตสาหกรรมเหล็กมาเป็นเวลา 20 ปี
4. เราสามารถเยี่ยมชมโรงงานของคุณเพื่อตรวจสอบกระบวนการผลิตและคุณภาพได้หรือไม่?
ตอบ: ได้ แน่นอน ยินดีต้อนรับทุกเมื่อ
5: คุณมีใบรับรองโรงงานและรายงานการวิเคราะห์ส่วนประกอบวัสดุหรือไม่?
ตอบ: ใช่ เรามีแผนกวิเคราะห์คุณภาพระดับมืออาชีพ
เราจัดหารายงานคุณภาพสำหรับสินค้าแต่ละชุด
สินค้าที่เกี่ยวข้อง
-

ท่อเหล็กหม้อต้มน้ำขนาด 6 นิ้วท่อหม้อต้ม...
ภาพรวม การใช้งาน:ท่อของเหลว, ท่อบอยเลอร์, ท่อไฮดรอลิก, ท่อแก๊ส, ท่อน้ำมัน, โครงสร้างท่อ โลหะผสมหรือไม่:รูปทรงของส่วนที่ไม่ใช่โลหะผสม:ทรงกลม ท่อพิเศษ:ท่อ API, ท่อผนังหนา เส้นผ่านศูนย์กลางภายนอก:13.7 - 610 มม. ความหนา:2 - 16 มม. มาตรฐาน:ASTM ความยาว:12M, 6m, 6.4M ใบรับรอง:CE, ISO9001 เทคนิค:ERW เกรด:Q195 ,Q235 การรักษาพื้นผิว:รีดร้อน ทาน้ำมันหรือไม่ทาน้ำมัน:ไม่ทาน้ำมัน ชื่อสินค้า:ASTM A53 Gr.B Black ERW Schedule 40 วัสดุท่อเหล็กกลม: Q195 / Q23...
-

ผนังหนาเกรด 106grb ASTM A53 /A106 GR.B S...
คำอธิบายชื่อผลิตภัณฑ์ท่อเหล็กคาร์บอนไม่มีรอยต่อและท่อสำหรับการขนส่งของเหลว มาตรฐาน API A106 GR.B A53 Gr.B ท่อเหล็กไม่มีตะเข็บ / ASTM A106 Gr.B A53 Gr.B ท่อเหล็กAP175-79, DIN2I5L, ASTM A106 Gr.B, ASTM A53 Gr.B, ASTM A179/A192/A213/A210/370 WP91, WP11, WP22, DIN17440, DIN2448, JISG3452-54 วัสดุ API5L, Gr.A&B, X42, X46, X52, X56, X60, X65, X70, X80, ASTM A53Gr.A&B, ASTM A106 Gr.A&B, ASTM A135, ASTM A252, ASTM A500,...
-

ALLOY SEAMLESS PIPE ALLOY TUBE แรงดันสูง ST...
คำอธิบาย OD:6-720MM WT:0.5-120MM ความยาว:3-16M การใช้งาน:ปิโตรเลียม วิศวกรรมเคมี ไฟฟ้า หม้อไอน้ำมาตรฐาน: ASTM A335/A335M, ASTM A213/213M, DIN17175-79, JIS3467-88,GB5310-95 วัสดุ :P5,T5,P11,P12,STFA22, P22, T91, T9,WB36 ท่อโลหะผสมเป็นท่อเหล็กไร้ตะเข็บชนิดหนึ่ง ประสิทธิภาพสูงกว่าท่อเหล็กไร้ตะเข็บทั่วไปมาก เนื่องจากท่อเหล็กประเภทนี้มี Cr มากกว่า , ทนต่ออุณหภูมิสูง, ทนต่ออุณหภูมิต่ำ ...
-

ท่อเหล็กไร้ตะเข็บ ท่อเหล็กกลวง ท่อเหล็กสี่เหลี่ยม
คุณลักษณะที่สำคัญ: ท่อเหล็กไม่มีตะเข็บ, ท่อเหล็กสี่เหลี่ยมกลวง, การประยุกต์ใช้: ท่อเหล็กไม่มีตะเข็บถูกนำมาใช้กันอย่างแพร่หลายสำหรับการส่งผ่านของปิโตรเลียม, ก๊าซธรรมชาติ, การขุดเจาะ, การสูบน้ำและสาขาอื่น ๆ เราสามารถผลิตข้อกำหนดทุกชนิดตามความต้องการรายละเอียดของลูกค้าท่อไร้รอยต่อความแม่นยำสูงคุณภาพสูง การใช้เทคโนโลยีการผลิตขั้นสูง การควบคุมคุณภาพอย่างเข้มงวด การควบคุมพารามิเตอร์ทางเทคนิคอย่างเข้มงวด เพื่อให้ผลิตภัณฑ์สมบูรณ์แบบด้วย...
-

ท่อโครงสร้าง โครงสร้างท่อไร้รอยต่อ SEAMLE...
ลักษณะ ท่อเหล็กโครงสร้างมีทั้งท่อเหล็กไร้ตะเข็บรีดร้อนและท่อเหล็กเชื่อม ท่อเหล็กไร้ตะเข็บสำหรับโครงสร้างแบ่งออกเป็น 2 ประเภทตามข้อกำหนดของ "ท่อเหล็กไร้ตะเข็บสำหรับโครงสร้าง" (GB/ t8162-2008) : รีดร้อน (การอัดขึ้นรูป การขยาย) และการวาดเย็น (การรีด) เส้นผ่านศูนย์กลางภายนอกของท่อเหล็กรีดร้อนคือ 32-630 มม. และความหนาของผนังคือ 2.5-75 มม.เส้นผ่านศูนย์กลางภายนอกของท่อเหล็กดึงเย็นคือ 5-200 มม. และเ...
-

API 5L GI GB ASTM A106 SMLS เหล็กแผ่นรีดร้อนไร้...
ภาพรวมผลิตภัณฑ์ การใช้งาน:ท่อของเหลว, ท่อบอยเลอร์, ท่อเจาะ, ท่อไฮดรอลิก, ท่อแก๊ส, ท่อน้ำมัน, ท่อปุ๋ยเคมี, ท่อโครงสร้าง โลหะผสมหรือไม่: เป็นรูปร่างของส่วนโลหะผสม: ท่อพิเศษกลม: ท่อ API, ท่อ EMT, ท่อผนังหนา เส้นผ่านศูนย์กลางภายนอก: 20 - 500 มม. ความหนา: Customzied มาตรฐาน: GB ความยาว: 12M, 6m ใบรับรอง: API, ce, tisi, ISO9001 เทคนิค: เกรด ERW: เหล็กกล้าคาร์บอน การรักษาพื้นผิว: ความอดทนชุบสังกะสี: ± 1% บริการการประมวลผล: การเชื่อม, การเจาะ, คุ...